
Step 1:
Demontați setul complet de măcinare montați noulPiatră de măcinare
Step 2:
Scoateți lama uzată și montați noullamă de tăiere.
Step 3:
Instalați înapoi setul de piatră de măcinare, deconectați alimentarea cu aer de pe cilindrul de aer pentru a măcin piatră pentru a se asigura că nu există nicio presiune aplicată pePiatră de măcinare.
Step 4:
Împingeți mâna pe cei doi arbori de pe cilindrul de aer pentru a permite pietrei de măcinare să atingă/sărute marginea cuțitului de pe ambele părți.
Step 5:
Folosiți cheia pentru a vă asigura căPiatră de măcinareSetul și marginile cuțitului (ambele părți) sunt atinse. Mâna întoarcerea pietrei de măcinare pentru a verifica fricția de contact între ambele pietre de măcinare, cât și marginile cuțitului sunt literalmente aceeași fricțiune (nu o piatră strânsă, o piatră liberă.). Apoi fixați șuruburile și piulițele.
Step 6:
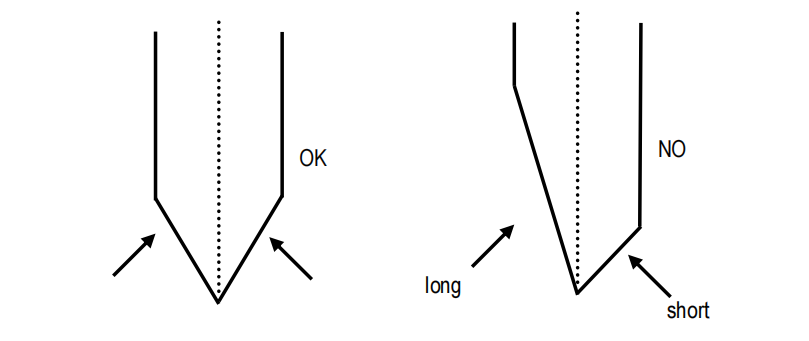
Conectați conducta de aer pe cilindrul de aer și aplicați presiune de 0,5 - 0,8 kg și verificați din nou dacă piatra de măcinare care contactează marginea cuțitului este conform următoarei desenuri prezentate.
Zona de contact a cuțitului Edge (New Blade) va fi cuprinsă între ½ și ⅓ zona de pePiatră de măcinare.

Corecție localizată la ⅓ dinGrind piatrăși folosiți mâna pentru a împinge cilindrul de aer pentru a atinge lama în poziția ⅓ prezentată conform desenului. Asigurați -vă că ambeleroți de măcinareTrebuie să fie contact uniform cu lama.
Step 7:
Dacă marginea lamă nouă depășește sau nu în intervalul de pe intervalulPiatră de măcinare, Vă rugăm să repetați și să reajustați o presiune ușor mai grea conform etapei 4,5,6.
Step 8:
Dacă forma de măcinare a marginii lamei va fi ca schița
Dacă măcinarea pe marginile lamei nu este chiar, placa nu va fi curată, ascuțită și va provoca, de asemenea, marginile de deteriorare.
Step 9:
Presiunea de aer recomandată pentru utilizare este de 0,5 - 0,8 kg. Prea multă presiune va provoca purtarea rapidă din lame.
Step 10:
Pe sistemul computerizat Slitter Scorer, acesta este de obicei configurat la contoarele comune de măcinare la 300 de metri de tăietură, apoi măcinândlamătimp de 6 secunde. Operatorul ar trebui să ajusteze lungimea de tăiere și timpul de durată de randament depinde de calitatea hârtiei.
Măcinarea lamei pentru calitatea bună a gradului de hârtie poate fi setată la 500 de metri de tăiere și apoi de măcinare timp de 6 secunde. Sau,lamăMăcinarea pentru calitatea slabă a gradului de hârtie poate fi setată la 200 de metri tăiat și apoi măcinarea timp de 10 secunde.
Pas 11:
Atunci când plăcile ondulate sunt prea moi, ceea ce înseamnă că prea multă umiditate conține, lipiciul nu este uscat, calitatea de tăiere va fi afectată și va scurta și viața de utilizare a lamelor.
Sistemul de răcire a uleiului pentru măcinarea lamei este recomandat la răcire timp de 15 secunde la fiecare 30 de minute.
Curățați întotdeauna peria de ulei/placa de lână prin aer comprimat la fiecare două zile, când calitatea hârtiei este 100% hârtie de reciclare și hârtie de calitate slabă pentru a asigura că uleiul poate fi scufundat pe marginile lamei pentru a răci lamele.
Schimbați placa de lână odată ce uleiul de răcire nu poate fi aplicat lalamă.
Uleiul de răcire recomandat este #30 sau #40 Ulei de ungere pentru o rezistență de 150 ℃ temperatura.

Timpul post: 08-2023 MAR



